 Tiếng Việt
Tiếng Việt  日本語 (Japan)
日本語 (Japan)  한국어 (Korean)
한국어 (Korean)  中文 (Chinese)
中文 (Chinese)  English (UK)
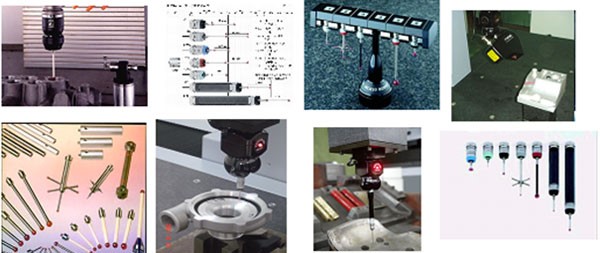
English (UK) Rất khó để lựa chọn đầu đo cmm phù hợp cho từng nhiệm vụ đo. Để có được lợi nhuận đầu tư hiệu quả, bạn nên bắt đầu từ ứng dụng, tính linh hoạt và phạm vi đo theo yêu cầu của mẫu cần đo.
1. Lựa chọn đầu đo cmm:
Để lựa chọn đầu dò phù hợp bạn nên xem xét những điều sau đây:
- Hãy cẩn trọng trong việc lựa chọn đầu dò non-contact nếu có sử dụng.
- Hãy chọn đầu dò contact-trigger trong trường hợp chỉ đo kích thước và vị trí.
- Hãy chọn đầu dò contact-trigger nếu chi phí và những yêu cầu liên quan được đáp ứng.
- Nếu cần độ chính xác cao cho các hình dạng và đường viền, hãy chọn đầu dò scanning.
- Đầu dò scanning (quét) có thể đo các điểm rời rạc; xem xét khả năng trao đổi của đầu dò scanning và đầu dò trigger (thường sử dụng chung đầu dò)
- Đầu dò non-contact được xem xét để đo các mẫu dễ bị biến dạng, mẫu với độ chính xác thấp và mẫu yêu cầu số lượng dữ liệu lớn.
- Xem xét sự tương thích giữa phần mềm và phần cứng (ví dụ như bộ điều khiển đầu dò và đây cáp)
2. Đặc điểm và ứng dụng của các loại đầu dò
• Trigger probe: lựa chọn phù hợp với các khoảng cách, khe hở và vị trí của mẫu kể cả những hình dạng bị lỗi. Đặc biệt phù hợp để đo các điểm rời rạc trigger probe thực hiện đo nhanh hơn scanning probe. Vì trigger probe nhỏ nên có thể tiếp cận các phần cần đo một cách dễ dàng ngay cả khi không gian cần đo nhỏ hẹp. Thông thường, chi phí sử dụng và bảo trì của trigger probe không cao. Do đó, contact-trigger probe vẫn là một thành phần phổ biến cho máy đo tọa độ.
- Ưu điểm và nhược điểm của trigger probe
Ưu điểm:
a, Cho phép đo các dạng không gian và bề mặt đã biết trước.
b, Chi phí mua và hoạt động thấp.
c, Có nhiều loại trigger probe và luôn có sẵn các phụ tùng đi kèm.
d, Cho phép đo khoảng cách và đo trực tuyến.
e, Độ bền cao
f, Diện tích nhỏ, phù hợp cho đo các không gian hẹp một cách dễ dàng
g, Máy đo hoạt động đồng đều, tuyến tính và tốc độ thấp nên hiệu suất động ảnh hưởng không đáng kể đến kết quả đo.
Nhược điểm: Tỷ lệ lấy điểm đo và đo lường thấp.
• Scanning probe: Nó được sử dụng để đo các chi tiết hoặc biên dạng có yêu cầu về hình dạng: ưu điểm của việc đo quét là thu nhận dữ liệu được hoàn thành với tốc độ cao. Dữ liệu thu được không chỉ để xác định kích thước và vị trí của chi tiết mà còn mô tả chính hình dạng, biên dạng nhờ vào các điểm quét. Đầu dò này thích hợp cho đo các chi tiết đòi hỏi những yêu cầu cao về hình dạng và biên dạng. Hình dạng của mẫu có thể ảnh hưởng trực tiếp đến tính năng của chi tiết. Nó cũng được dùng kiểm tra hình dạng bị lỗi trong quá trình sản xuất và lỗi hình dạng trở thành một vấn đề lớn.
Scanning probe cho độ chính xác cao: Vì scanning probe dùng để đo các điểm rời rạc với tốc độ đồng đều hoặc lực dò không thay đổi nên cho độ chính xác cao.
Trong khi đó, scanning probe có thể phán đoán trực tiếp hướng của điểm tiếp xúc. Nếu trường hợp yêu cầu nghiêm ngặt về vị trí và hướng đo thì đầu dò quét cũng vượt trội hơn trong việc đo các điểm rời rạc.
Trong quá trình đo bề mặt chưa biết thì đầu dò quét thể hiện tính ưu việt của nó rất tốt cho chế độ làm việc yêu cầu số lượng điểm đo lớn trong khi khả năng đáp ứng của đầu dò tiếp xúc thì rất chậm. Nếu bề mặt cần đo không rõ ràng thì các chế độ điều khiển chuyển động của máy đo sẽ khác nhau. Cụ thể là máy sẽ hoạt động theo kiểu thăm dò. Máy đo sẽ tính toán đường đi, mật độ quét cho các bước tiếp theo.
- Ưu điểm và nhược điểm của scanning probe
Ưu điểm:
a, Ứng dụng để đo các hình dạng và biên dạng.
b, Tỷ lệ thăm dò cao.
c, Thăm dò ở mật độ cao đảm bảo khả năng lặp lại tốt.
d, Khả năng xử lý dữ liệu tốt.
Nhược điểm:
a, Phức tạp hơn trigger probe
b, Đo các điểm rời rạc chậm hơn trigger probe
c, Có thể xảy ra sai số động học lớn do tăng tốc trong quá trình quét và không thể bỏ qua; do đó cần phải được bù đúng cách.
d, Cần lưu ý về độ mòn của đầu dò.
e, Giá thành và chi phí sử dụng cao.
• Non-contact probe (đầu dò không tiếp xúc): Đầu dò không tiếp xúc dùng để đo các mẫu nhẹ vì nó không dùng lực. Đầu dò không tiếp xúc có tỷ lệ thăm dò cao, từ 50 lần/s tới 23,000 lần/s, do đó có thể phù hợp để đo các bề mặt phức tạp và không yêu cầu độ chính xác cao như ô tô, khuôn gỗ gia dụng, khuôn đùn. Bởi vì sự chính xác của đầu dò không tiếp xúc ảnh hưởng bởi đặc tính bề mặt mẫu như màu sắc, độ mịn, độ nhám và hình dạng nên độ sai số của nó sẽ lớn hơn đầu dò tiếp xúc. Thông thường, độ chính xác của nó trên mức 10 µm. Ngoài ra, chi phí của đầu do không tiếp xúc rất cao.
Nguyên tắc để lựa chọn đầu dò không tiếp xúc: đầu dò không tiếp xúc có thể được xem xét để đo các chi tiết dễ biến dạng, yêu cầu độ chính xác thấp và số lượng điểm đo lớn. Trong khi đó, tính tương thích của phần mềm và phần cứng cũng nên được xem xét cẩn thận.
Tại Việt Nam, Công ty TNHH Công nghệ M (MTECHNOLOGY) là đơn vị tư vấn và cung cấp Máy đo 3D CMM, sẽ hỗ trợ quý khách lựa chọn đầu đo cmm phù hợp với nhu cầu và ngân sách. Đừng ngần ngại liên hệ với chúng tôi hoặc xem thêm Danh sách các Máy đo 3D CMM, hãng Leader Metrology, do chúng tôi làm đại diện phân phối chính thức.
